
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Yapışqan anti-tipli avtomatik yükləmə və boşqab üçün boşaltma maşını
Mətbəx iş parçaları bütün paletlərdə, materialın hava keçiriciliyi səbəbindən, iş parçaları arasında uyğunluq dərəcəsi,
Və kənarlarında yapışqan yapışqan, manipulyator iş planları tutarkən qarşılıqlı yapışma səbəb ola bilər:
Hədəf bir qat iş piemon qatını tutmaqdır, amma əslində ən çox 3-4 təbəqəni tuta bilər.
Bu, bir sıra mənfi təsirlərə səbəb olacaq və avadanlıq işinin etibarlılığını çox azaldır.
Avadanlıqların yüklənməsinə dair yüksək tələblərə malikdir: plitələrin nə qədər çox olacağı, plitələr arasındakı ən sərt,
və daha asandır; Plitələrin təmizliyi və kənarlarında qalıq yapışqan plitələr arasında qarşılıqlı yapışqanı ağırlaşdıra bilər.
Avadanlıqların istismar etibarlılığı zəifdir.
Plitələr arasında qarşılıqlı yapışma nəticəsində yaranan problemlər bağlanmanı və əl müdaxiləsini tələb edir və bu vəziyyət tez-tez baş verir.
Yüksək təhlükəsizlik riski var: Tez-tez anormallıqlar personalın, böyük bir təhlükəsizlik riskini yaradan manipulyatorun iş bölgəsinə daxil olmaq və çıxmaq tələb edir.
Suction Kuboku tutma dövrü sabit deyil: Plitələri buraxmaq üçün masanın hündürlüyü sabitdir, ancaq tutarkən,
Plitələr hər paletdən təbəqə ilə təbəqə alır və hündürlüyü tədricən azalır, bu da daim dəyişir.
Buna görə yuxarıda göstərilən problemlərə cavab olaraq qazılan plitələri dəqiq qidalandırmaq üçün yeni bir əlaqəli qidalanma avtomatlaşdırma avadanlıqlarının yeni bir növünü araşdırmaq və inkişaf etdirmək lazımdır.
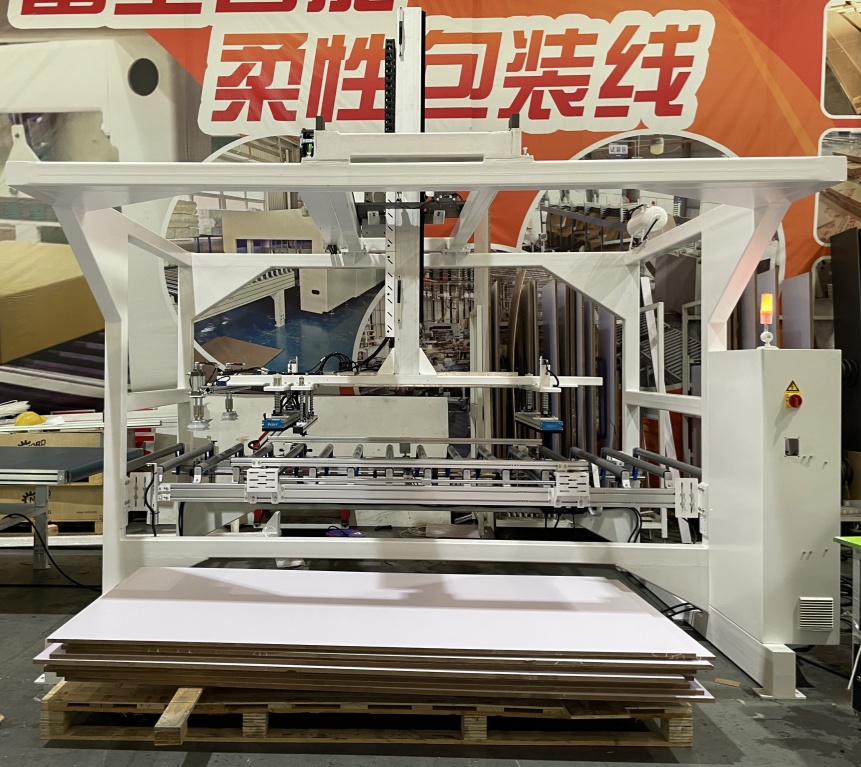

Yapışqan anti-yapışqan tipli iş axını, ağac əsaslı panel istehsal xəttində avtomatik yükləmə və boşaltma maşını
1. TƏHLÜKƏSİZLİK: İşçilər, avadanlıqların qidalanma çarxında işlənmiş ağac əsaslı panellərin bütün paletlərini yerləşdirirlər. Rəfin qaldırıcı platforması avtomatik olaraq ilkin tutma hündürlüyünə uyğundur.
2.Pozlaşdırma və tutma: Gantry manipulyatoru birbaşa panellərin üstündən keçmək üçün tutma mexanizmini idarə edir. Bir sənaye kamerası panellərin mövqeyini tapır;
Suction fincanları panel səthi ilə əlaqə qurmaq üçün enir və anti-yapışma modulu eyni vaxtda aktivləşdirilir.
3.Anti-yapışma aşkarlanması: Bir gərginlik sensoru yükü aşkar edir. Yalnız tək bir panel təbəqəsinin tutulduğunu təsdiqlədikdən sonra, panelin bir ucuna dörd kiçik disk formalı emiş stəkan
Hər hansı bir əlavə yapışdırılmış panellərin sarsılmasını təmin etmək üçün bir neçə saniyə ərzində şiddətlə və aşağı silkələyin. Sonra manipulyator, emal avadanlıqlarının qidalanma limanına bələdçi dəmir yolu boyunca hərəkət edir.
4.Preekise boşaltma: panel emal avadanlıqlarının təyin edilmiş mövqeyinə çatdırıldıqdan sonra, emiş stəkanları yükləmə prosesini başa çatdırmaq üçün vakuumu buraxır. Eyni zamanda,
Başqa bir dəstə mexanizmləri, emal edilmiş paneli avadanlıqdan sinxron şəkildə həyata keçirir və onu boşaltma konveyer xəttinə köçürür.
5.CyClic Əməliyyatı: Qidalanma çarxının qaldırma platforması tədricən yüksəlmə, tutma səthinin hündürlüyünü sabit saxlamağa davam edir. Paletdəki bütün panellər işləndikdə,
Avadanlıq material dəyişikliyi istəyini verir.
Sorğu göndərin


X
Biz sizə daha yaxşı baxış təcrübəsi təklif etmək, sayt trafikini təhlil etmək və məzmunu fərdiləşdirmək üçün kukilərdən istifadə edirik. Bu saytdan istifadə etməklə siz kukilərdən istifadəmizlə razılaşırsınız.
Məxfilik Siyasəti